A Qualidade das fechaduras de embutir
Redação
Pode-se definir fechaduras especiais como as fabricadas para usos e aplicações específicas, como, por exemplo, fechaduras para hotéis, fechaduras navais, fechaduras de cadeia, fechaduras hospitalares, etc. O conjunto fechadura de embutir é constituído pela fechadura propriamente dita, contratesta, guarnição e respectivos parafusos de fixação e o conjunto fechadura de embutir de perfil estreito conjunto fechadura de embutir cuja distância de broca é inferior a 30 mm. A pedido do comprador, as fechaduras de embutir de perfil estreito podem ser fornecidas sem os parafusos de fixação e/ou contratesta. Ou seja, as fechaduras de embutir contam com o seu maquinário embutido (dentro) na porta, realizando o fechamento na parte interna do batente. São as mais utilizadas em portas de madeira e aço, substituindo as fechaduras convencionais, que também são de embutir. Em seu processo de conformidade, devem ser realizados ensaios a serem executados nas fechaduras de embutir, simulando, por meio de ensaios mecânicos, uma utilização prolongada da fechadura, para verificação da durabilidade dos componentes e os esforços a que podem ser submetidas em uma tentativa de arrombamento.

As fechaduras são os mecanismos instalados nas portas, portões e janelas para permitir o funcionamento de acordo com a sua finalidade. Em geral podem ser classificadas em de embutir com cilindro, em que o mecanismo da abertura e fechamento da lingueta comandada pela chave é removível, sendo mais utilizadas em folhas de portas que dão comunicação com a parte externa das edificações; de embutir tipo gorges que é a mais antiga fechadura do mercado, em que o mecanismo que aciona a lingueta da chave é parte integrante do corpo da fechadura; de embutir tipo de correr que é a utilizada em folhas de porta de correr, onde a lingueta da chave tem forma de gancho (bico de papagaio); de sobrepor que é a instalada na face interna da folha; e de acionamento elétrico em que as mais comuns são as que, por acionamento elétrico, liberam a lingueta pelo deslocamento da chapa da contratesta.
Existem, no entanto, no mercado da construção civil, inúmeros tipos de fechaduras com acionamento elétrico, como porteiros eletrônicos, chaves de tempo, com cartões magnéticos controladas por central informatizada, etc. Para a sua qualidade e conformidade os fabricantes devem obedecer aos requisitos mínimos para fabricação, classificação, dimensionamento, segurança, funcionamento e acabamento superficial. Serão obrigados a imprimir nas embalagens a classificação do produto em relação ao tipo de porta da edificação, considerando aspectos como tráfego de pessoas pelo local e resistência a corrosão e arrombamento.
Segundo os especialistas, essa exigência trará grandes benefícios aos consumidores que poderão escolher os materiais de acordo com a sua real necessidade. Alguns produtos são exatamente iguais a olho nu, porém com significativas diferenças internas de mecanismos. Deve-se lembrar que uma lingueta cromada de zamac, por exemplo, é idêntica a uma cromada de latão, mas com resistência e preço muito diferentes. O que se espera é que atender a esse e a outros requisitos normativos não é problema para as empresas participantes do Programa Setorial da Qualidade de Fechaduras, vinculado ao PBQP-H.
Há um método de ensaio que consiste em submeter as peças das fechaduras de embutir a uma análise visual a fim de verificar o atendimento às condições mínimas exigidas de seu acabamento superficial. O corpo de prova corresponde a um conjunto fechadura de embutir em perfeitas condições de uso. O conjunto fechadura a ser analisado deve ser composto de duas maçanetas, dois espelhos ou duas rosetas e duas entradas, um cilindro, uma contratesta e uma chapatesta/falsa testa.
Como aparelhagem, deve-se usar uma bancada com grau de iluminação do ambiente entre 750 lux a 1.200 lux. Os tipos de defeitos que podem ser encontrados: porosidade: pequenas cavidades presentes na superfície da peça, caracterizadas por pontos, podendo o metal-base estar exposto ou não; mancha: alteração da coloração na superfície aparente; bolhas/falta de aderência do revestimento: região caracterizada pela elevação da superfície do revestimento da peça, podendo haver o risco de descolamento; rebarba: imperfeição nos componentes do conjunto fechadura resultante do processo de produção, caracterizada por saliência angulosa agressiva e/ou superfície não regular (serrilhada) agressiva ao manuseio.
Pode-se observar que o excesso de material com dimensão que comprometa a forma geométrica do produto também é considerado rebarba. As figuras abaixo ilustram esses tipos de defeitos. A presença de superfície cortante no lado do estouro de corte é característica do processo usual de estampagem e, portanto, não pode ser considerada rebarba.

Os excessos/falhas/impurezas na pintura/verniz são os defeitos superficiais caracterizados por irregularidades da superfície dos componentes da fechadura, decorrentes do(a) excesso/falha de aplicação da pintura/verniz. Os riscos e batidas podem ser definidos por traço ou sulco presente na superfície dos componentes da fechadura. Quanto à batida, esta é caracterizada por uma depressão presente na superfície dos componentes, decorrente do choque desta com elemento rígido. Os riscos, provenientes do processo de escovação que façam parte do acabamento do produto, não podem ser considerados riscos.
Como procedimento, o corpo de prova deve ser limpo com pano úmido e macio e disposto sobre a bancada de ensaio. A análise do conjunto fechadura deve ser efetuada a uma distância-padrão de 20 cm a 30 cm do olho do observador, à vista desarmada pelo tempo máximo de 5 s por componente da fechadura. Vista desarmada inclui o uso de lentes de correção, caso o operador normalmente as use.
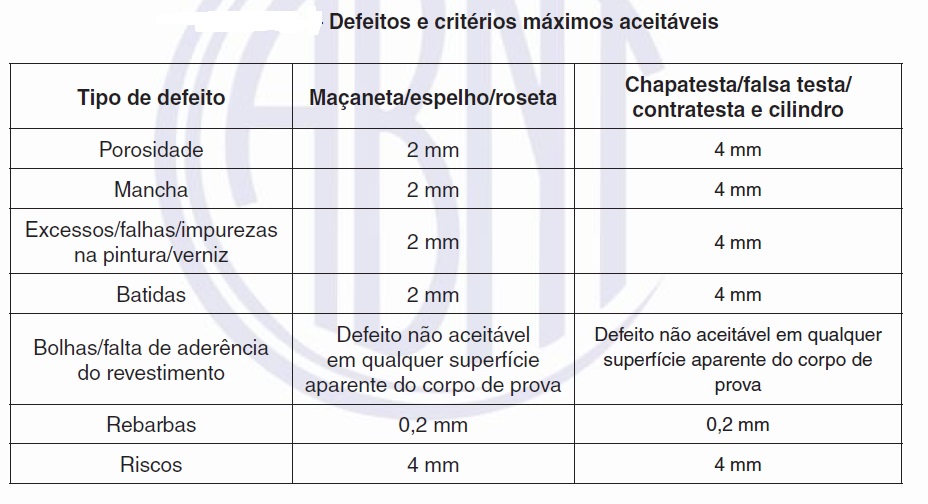
Os defeitos observados no intervalo de 5 s devem ser circundados com pincel atômico. São consideradas aprovadas as peças da fechadura cujas regiões visíveis após a instalação da fechadura não apresentem os defeitos descritos na tabela abaixo dos critérios estabelecidos para sua aceitabilidade.
Confirmada em dezembro de 2019, a NBR 14913 de 09/2011 - Fechadura de embutir – Requisitos, classificação e métodos de ensaio especifica os requisitos mínimos para fabricação, classificação, dimensionamento, segurança, funcionamento e acabamento superficial de fechaduras de embutir para serem empregadas nas portas de edificações. Esta norma não se aplica às fechaduras fabricadas para usos e aplicações específicas, como, por exemplo, fechaduras para hotéis, fechaduras navais, fechaduras de cadeia, fechaduras hospitalares, etc.
Especifica os métodos de ensaios a serem executados nas fechaduras de embutir, simulando, por meio de ensaios mecânicos, uma utilização prolongada da fechadura, para verificação da durabilidade dos componentes e os esforços a que podem ser submetidas em uma tentativa de arrombamento. Esta norma especifica também os métodos de execução, independentemente de laboratório, a serem aplicados em fechaduras de embutir, quando do recebimento destas pelo consumidor.
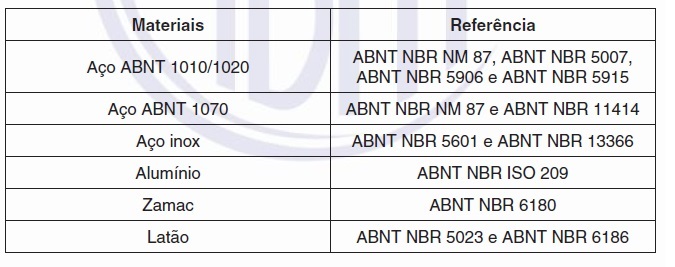
As fechaduras de embutir tratadas por esta norma são aquelas utilizadas nas portas de edificações em geral, podendo ser externas, internas, de banheiro ou de perfil estreito, com a função de propiciar o controle de acesso, segurança e estética ao ambiente. As fechaduras de embutir são constituídas basicamente de mecanismo (fechadura propriamente dita) através do qual se consegue fechar ou abrir porta ou portão, sendo acionado por maçaneta, puxador, chave ou tranqueta, e seus respectivos acabamentos, os quais conferem ao produto características estéticas e anatômicas, podendo incluir puxador, chapatesta, falsa testa, contratesta, maçaneta, espelho, roseta, entrada e tranqueta. Na fabricação das fechaduras de embutir, os materiais metálicos devem ser os recomendados na tabela abaixo, podendo, contudo, ser substituídos por outros, desde que os novos materiais atendam aos requisitos desta norma.
Na fabricação das fechaduras de embutir, os materiais não metálicos devem obedecer às normas correspondentes para cada tipo de material e atender aos requisitos desta norma. As peças devem possibilitar a montagem entre elas, resultando em um conjunto esteticamente agradável. As peças aparentes do conjunto fechadura não podem apresentar defeitos conforme definido no Anexo A.
Todas as peças não aparentes da fechadura, após sua instalação, devem apresentar um acabamento protetivo, como, por exemplo, bicromatização, zincagem, pré-pintura, cromação e outros, exceto molas, que podem ser oleadas, e peças em zamac, latão ou plásticos de engenharia, que podem ser isentas de acabamento. O fabricante deve fornecer, junto com a fechadura, as seguintes informações técnicas: procedimentos adequados para a correta instalação do produto; orientações para uso e conservação da fechadura.
A pedido do comprador, componentes avulsos podem ser fornecidos, desde que o conjunto montado atenda aos requisitos desta norma. Para o caso das fechaduras de embutir de perfil estreito, estas podem ser fornecidas sem os parafusos de fixação e/ou contratesta, desde que solicitado pelo comprador.
O conjunto fechadura de embutir tipo externa deve ser constituído de fechadura propriamente dita (máquina), cilindro com no mínimo duas chaves, contratesta, guarnição e respectivos parafusos de fixação. O conjunto fechadura de embutir tipo interna deve ser constituído de fechadura propriamente dita (máquina), no mínimo duas chaves, contratesta, guarnição e respectivos parafusos de fixação.
O conjunto fechadura de embutir de banheiro deve ser constituído de fechadura propriamente dita (máquina), chave de emergência, contratesta, guarnição e respectivos parafusos de fixação. O conjunto fechadura de embutir de perfil estreito deve ser constituído de fechadura propriamente dita (máquina), cilindro com no mínimo duas chaves, contratesta, guarnição e respectivos parafusos de fixação.
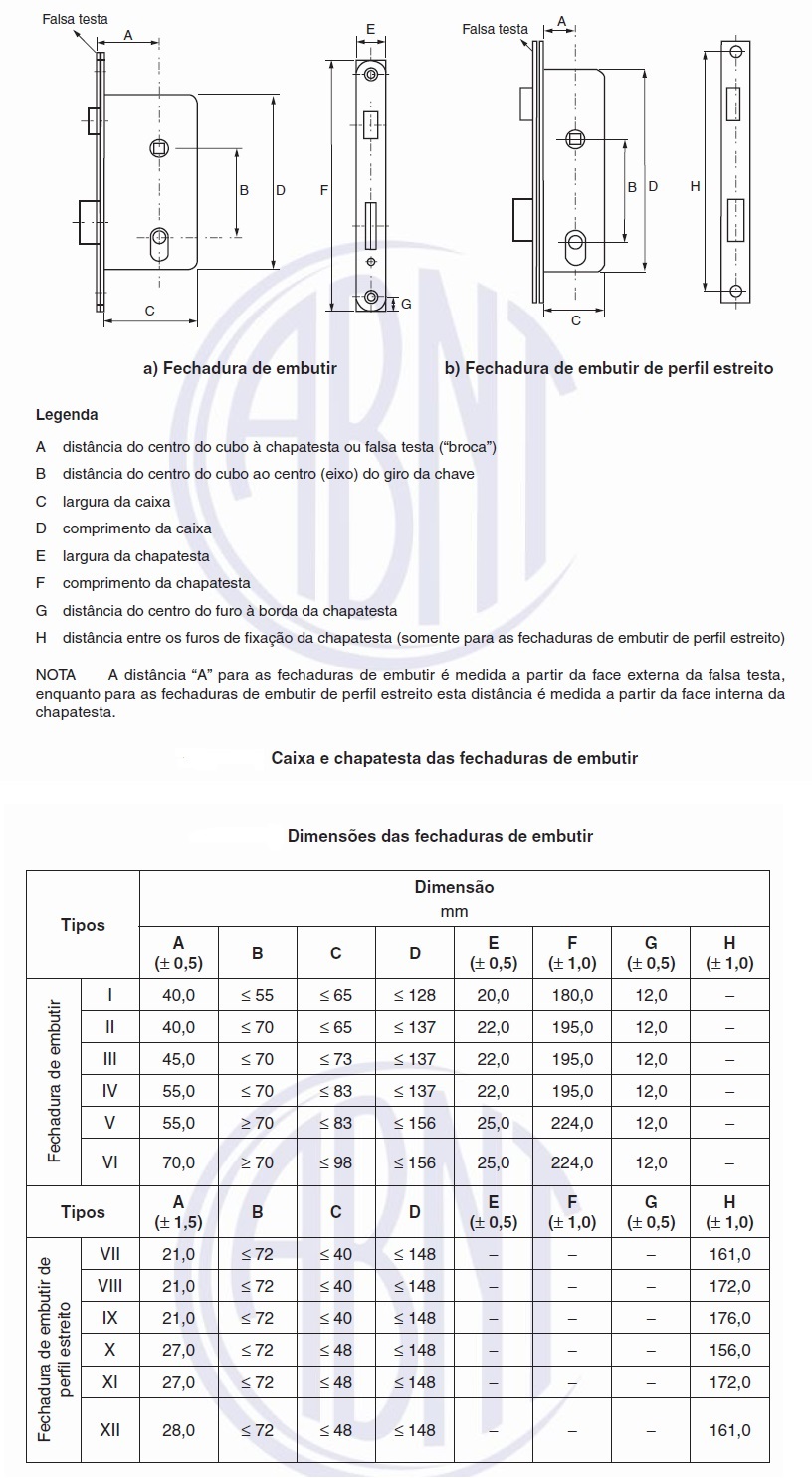
As dimensões da caixa e da chapatesta, indicadas na figura abaixo, devem atender aos valores estabelecidos na tabela abaixo. As cotas referentes à largura e comprimento da chapatesta das fechaduras de embutir de perfil estreito não são estabelecidas. A chapatesta pode ter seus cantos arredondados, com diâmetro igual à sua largura.
A lingueta deve avançar um total mínimo de 18 mm para as fechaduras de embutir dos tipos externa e interna e um total mínimo de 9 mm para as fechaduras de banheiro. Para o caso das fechaduras de embutir de perfil estreito, a lingueta deve avançar um total mínimo de 14 mm.
A fechadura de embutir externa e a fechadura de embutir de perfil estreito devem possuir no mínimo 250 combinações de segredos do cilindro da fechadura. A fechadura de embutir interna deve possuir no mínimo seis segredos diferentes. Os requisitos de desempenho das fechaduras de embutir são estabelecidos para: três classes de utilização, conforme 5.1; cinco graus de segurança, conforme 5.2; quatro graus de resistência à corrosão, conforme 5.3. As classes de utilização para tráfego leve são as fechaduras de embutir utilizadas em edificações de tráfego leve, como portas de residências unifamiliares, portas de comunicação entre cômodos etc. Para o tráfego médio, são as fechaduras de embutir utilizadas em edificações de tráfego médio, como portas de consultórios médicos, portas de escritórios de serviços, etc. As de tráfego intenso são as fechaduras de embutir utilizadas em edificações de tráfego intenso, como portas de hospitais, portas de postos de saúde, portas de shopping centers etc.
Quanto aos graus de segurança, a segurança mínima se relaciona com um conjunto fechadura de embutir cuja lingueta resista a um esforço lateral exercido pela contratesta de 2 kN. Toda fechadura que não atender aos requisitos desta norma deve ser rejeitada. Para a amostragem utilizada em todos os ensaios desta norma, deve ser adotado o plano de amostragem simples-normal, apresentado na NBR 5426, nível de qualidade aceitável (NQA) 6,5 e nível de inspeção S2.
Quando a amostra for representativa de um lote, a sua rejeição por não atender às condições especificadas nesta Norma implica a rejeição de todo o lote que ela representa. É permitido que o fabricante realize reparos necessários no lote rejeitado, colocando os produtos nas condições estabelecidas por esta norma. Este lote deve ser submetido novamente aos ensaios especificados na Seção 7. Se nestes ensaios os resultados forem insatisfatórios, todo o lote deve ser rejeitado.
Em caso de dúvida referente à legitimidade da documentação, todo o lote representativo pode ser rejeitado. Neste caso, permite-se que o fabricante realize todos os ensaios correspondentes, na presença do comprador. Para a marcação, em alguma peça do conjunto fechadura de embutir, incluindo chapatesta, falsa testa, cilindro e chave, devem ser marcadas, de forma visível e indelével, as seguintes informações: nome ou marca do fabricante; país de origem de fabricação (por exemplo: Ind. Bras., Fabricado no Brasil, Indústria Brasileira, Made in Brazil, etc.); data de fabricação (no mínimo semestre/ano).
Para a identificação do fabricante, na fechadura de embutir deve estar marcado, de forma visível e indelével, após a instalação do produto, o nome ou marca do fabricante. O conjunto fechadura de embutir deve ser acondicionado em embalagem protetora, de modo a garantir a permanência de suas características, devendo constar no lado externo: nome ou marca do fabricante; materiais empregados na fabricação dos componentes; país de origem de fabricação (por exemplo: Ind. Bras., Fabricado no Brasil, Indústria Brasileira, Made in Brazil, etc.); número desta norma; faixa de espessura de folha de porta para a instalação da fechadura; distância de broca (dimensão “A” da figura acima); no caso das fechaduras de embutir do tipo externa e das fechaduras de embutir de perfil estreito, a indicação do respectivo número de combinações de segredos para o cilindro da fechadura; classificação do produto conforme especificado a seguir: tráfego __________ (leve, médio ou intenso); resistência à corrosão __________ (1, 2, 3 ou 4); segurança __________ (mínima, média, alta, muito alta ou máxima).

Hayrton Rodrigues do Prado Filho
Artigo atualizado em 07/04/2020 05:30.