O projeto da fusão em leito de pó de polímeros a laser em manufatura aditiva
Redação
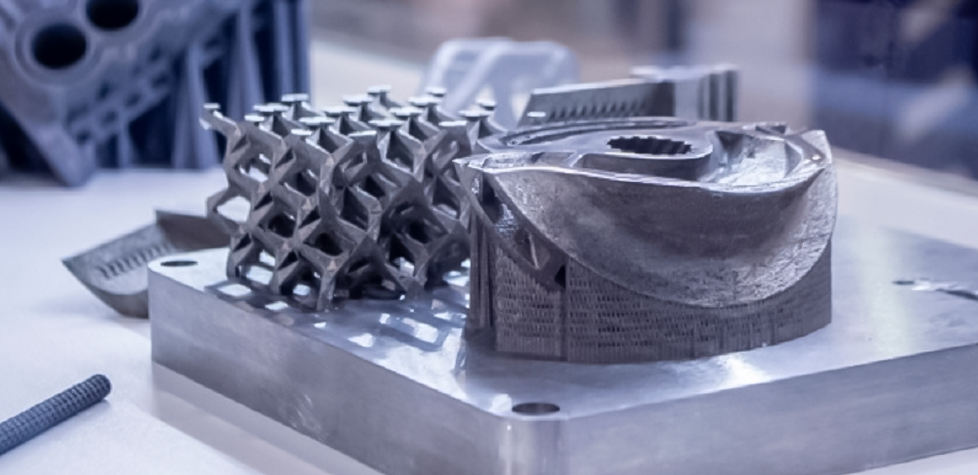
Essa é uma das tecnologias de manufatura aditiva utilizada para a produção de peças com geometria complexas e que precisam de boas propriedades mecânicas. As peças de polímero e metal podem ser construídas por este processo. Esta tecnologia utiliza uma fonte de calor (laser, radiação infravermelha, etc.) para uma fusão térmica (ou sinterização) do material em pó. A construção é realizada ao aplicar a fonte de calor nas partículas contidas no leito de pó e o processo não necessita de estruturas de suportes (para as peças poliméricas), visto que as camadas são suportadas pelo leito de pó não fundido, que se mantém na cuba de impressão. Uma consequência disto é a possibilidade de empilhar diversas peças no volume disponível da cuba, aumentando significativamente a produtividade. Há especificações normativas obrigatórias para as características da fusão em leito de pó de polímeros a laser (LB-PBF/P), além de parametrizar as recomendações de projeto detalhadas. Alguns dos princípios fundamentais também são aplicáveis a outros processos de manufatura aditiva (MA), desde que dada a devida consideração às características específicas do processo. A norma ainda fornece uma revisão do estado da arte das diretrizes de projeto associadas ao uso de fusão em leito de pó (PBF) por trazer conhecimentos relevantes sobre este processo e por estender o escopo da ISO/ASTM 52910.
Da Redação –
A produção de componentes plásticos com manufatura aditiva para aplicações industriais já é uma realidade em campos selecionados. Em particular, as peças produzidas com fusão em leito de pó (PBF-LB/P), comumente conhecida como sinterização a laser (LS), atendem aos requisitos industriais, mas a adoção adicional de LS em cadeias de processos industriais ainda é prejudicada pela falta de garantia de qualidade das medidas no processo.
A produtividade é um aspecto fundamental para todas as tecnologias de fabricação e, sendo a MA um processo camada por camada, a produtividade pode ser aprimorada reduzindo o número de camadas, por exemplo, usando uma espessura nominal de camada mais alta ou reduzindo a duração de uma única camada. Isso é muito influenciado pelo tamanho do leito da peça, velocidade de recobrimento e, é claro, pela complexidade da peça, por meio da estratégia de escaneamento.
Normalmente, não é possível produzir as mesmas tolerâncias que podem ser alcançadas com processos convencionais de fabricação baseada em ferramental. Por esse motivo, o pós-processamento pode ser necessário para atender ...
Artigo atualizado em 12/09/2023 04:30.