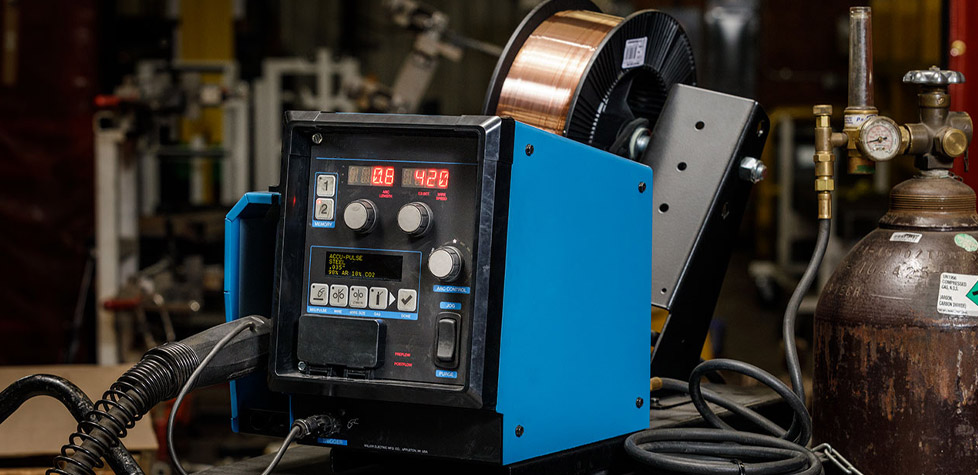
A fabricação conforme dos cilindros de gás de aço com costura
Redação
A finalidade destes parâmetros normativos é facilitar o projeto e a fabricação dos cilindros de gás, de aço, com costura em todos os países. Eles se baseiam no conhecimento e na experiência com materiais, requisitos de projeto, procedimentos e controles de fabricação, de uso comum na fabricação de cilindros de gás. Com relação àqueles aspectos referentes a materiais de construção, aprovação de regras de projeto e inspeção durante a fabricação, sujeitos a regras nacionais ou internacionais, é necessário que as partes interessadas assegurem que na aplicação prática e os requisitos das respectivas autoridades também sejam cumpridos. Por isso, existem os parâmetros normativos obrigatórios relativos à seleção de material, projeto, mão de obra, procedimentos e ensaios para a fabricação de cilindros recarregáveis de gás, de aço, com costura, com uma pressão de ensaio de no máximo 60 bar e com capacidade de água de 0,5 L até 500 L inclusive, sujeitos a temperaturas extremas de - 50 °C a + 65 °C, utilizados para gases comprimidos, liquefeitos ou dissolvidos. Pode-se acrescentar que os grandes cilindros transportáveis de capacidade de água acima de 150 L até 500 L podem ser fabricados e certificados de acordo com a norma, desde que sejam previstas as necessárias facilidades de manuseio. Embora as especificações sejam destinadas prioritariamente para ser utilizadas em gases industriais que não sejam gás liquefeito de petróleo (GLP), elas podem também ser destinada a GLP. Para aplicações específicas do GLP, ver a ISO 22991.

Da Redação –
Para a fabricação e a mão de obra desses cilindros, deve ser implementado um sistema de conformidade de qualidade. Recomenda-se que a oficina de caldeiraria onde são fabricados os cilindros possua um sistema de qualidade por escrito que satisfaça os requisitos da ISO/TR 14600.Para a qualificação da solda, antes de começar a fabricação, todos os soldadores e procedimentos de soldagem devem ser aprovados de acordo com os requisitos normativos de 8.2.2 a 8.2.9 da NBR ISO 4706, ISO 9606-1, ISO 15613 e ISO 15614-1; os registros dessa qualificação devem ser arquivados pelo fabricante; os ensaios para a aprovação das soldas devem ser executados de forma tal que as soldas sejam representativas daquelas feitas na fabricação; e os soldadores devem ser aprovados para o tipo específico de trabalho e procedimento de solda envolvido.
Os materiais-bases definidos na especificação do procedimento de solda devem ser os mesmos a serem utilizados na fabricação do cilindro e nos ensaios dos soldadores. Para qualificação do soldador, a posição do corpo de prova a ser soldado deve ser como especificado na NBR ISO 4706....
Artigo atualizado em 30/01/2024 12:46.